









5CRNIMO模具鋼為熱作模具鋼,這個大家都知道了,今天我們來講講5CRNIMO熱處理規范,其中包括淬火、退火等知識。
5CRNIMO模具鋼的復合等溫處理
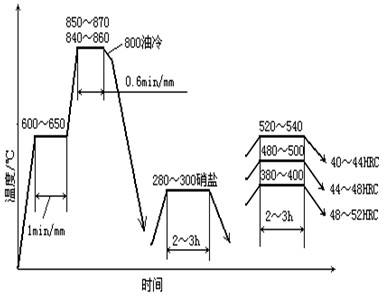
5CRNIMO模具鋼按規定淬火時候,為了防止變形開裂,出油溫度通常為150-200℃,僅低于鋼的MS點,此事工作的心部仍處于過冷奧氏體狀態。在隨后及時進行的回火過程中,這樣的心部組織有可能轉變為上貝氏體組織,使熱鍛模的韌性變差,使用壽命不高。針對這一問題,采用如圖的復合鄧文處理可取的明顯的效果。
5CRNIMO模具鋼的高溫淬火處理
5CRNIMO模具鋼按常規工藝加熱淬火后,獲得片狀馬氏體和板條馬氏體的混合物組織。將其淬火溫度分別提高到950℃和900℃,可獲得以板條馬氏體為主的淬火組織,并提高鋼的淬透性,使模具具有高的強度、塑性和斷裂韌性。過去一般認為提高淬火溫度將導致晶粒長達而降低鋼的沖擊韌度,但實踐證明,熱沖壓、熱擠壓和壓力機鍛造時,模具所受的沖擊載荷并不很大,遠小于錘鍛,所以鋼的沖擊韌度稍微有所降低并不引起早起斷裂。相反,由于采用高溫淬火后,鋼的強度、熱硬性、熱穩定性、斷裂韌性、熱疲勞性均有明顯增加,都會使熱作模具鋼的壽命有效提高。
鍛模回火規范:
小型鍛模:回火溫度490-510℃,硬度44-47HRC。小型鍛模模尾:620-640℃,硬度34-37HRC。
中型鍛模:回火溫度520-540℃,硬度38-42HRC。中型鍛模模尾:620-640℃,硬度34-37HRC。
大型鍛模:回火溫度560-580℃,硬度34-37HRC。小型鍛模模尾:640-660℃,硬度30-35HRC。
鍛坯高溫回火軟化規范:溫度670-690℃,保溫時間8-10h,隨爐降溫到600℃,出爐空冷。處理后硬度為最高241HBS。
正火規范:溫度870-890℃,外加680℃高溫回火,處理后硬度最高227HBS。
冷壓毛坯軟化處理規范:溫度740-760℃,保溫時間4-6h,以5-10℃/h的冷卻速度,緩慢冷卻至最高600℃,出爐空冷。處理前硬度最高為255HBS,處理后硬度最高207HBS。
5CRNIMO模具鋼退火工藝
采用完全退火或等溫退火,退火工藝曲線如圖所示。退火組織為片狀或粒狀珠光體+少量碳化物:主要為(Fe,M)3C,也有少量M23C6, M6C, MC。
1.大型模具淬火加熱溫度采用上限值,小模具(邊長在200~300mm以下)采用下限值;
2.為了避免錘鍛模在淬火時產生大的應力和應變,從830~860℃加熱后,先在空氣中預冷到750~780℃,然后再油冷到150~180℃左右,取出并立即回火;
3.對大型模具應先放在600~650℃的加熱爐中預熱,熱透后再使爐溫升高;為了加熱的更好, 要將模具放在高60~100mm的墊板上加熱。本文由模具鋼專業供應商—昆山市龍拓金屬制品有限公司(m.aperhaps.com)10月03日訊。
更多詳情請撥打咨詢熱線0512-87885994,87885997與昆山市龍拓金屬制品有限公司客服聯系,以更多、更快、更及時地了解到諸如cr12mov模具鋼、P20模具鋼、H13模具鋼等國產模具鋼價格行情,或者來自日本日立模具鋼材SKD11模具鋼、SKD61模具鋼最新材料資訊,也能掌握到瑞典一勝百s136模具鋼、日本大同DC53模具鋼、NAK80模具鋼等有關熱處理、應用、價格等模具鋼材一線資訊。


發表評論